适用场景**工程
可售卖地全国
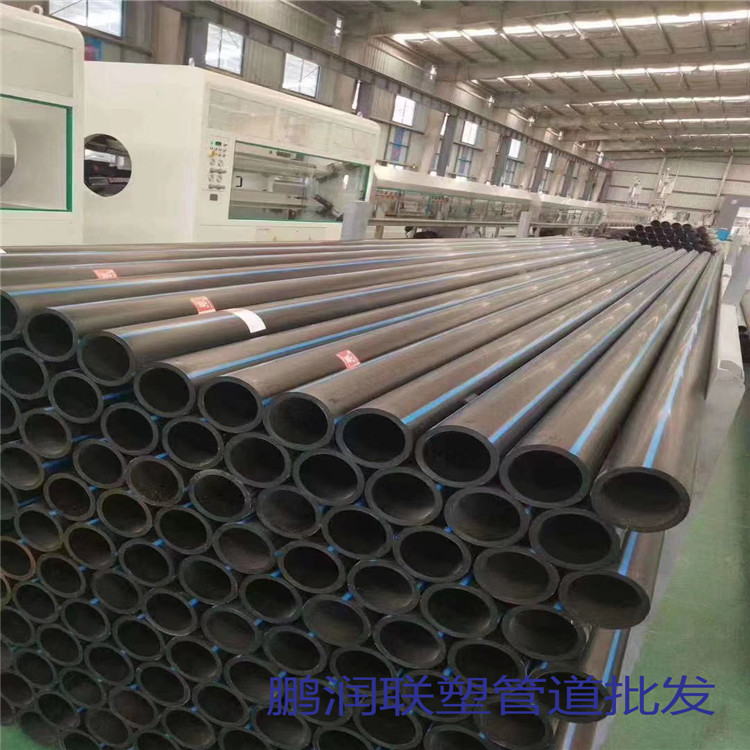
材质PE管
实际价格来电面议
特点自来水管
联塑PE给水管优异的物理性能。采用的进口聚乙烯原料既具有良好的刚性、强度,也有良好的柔性、耐蠕变性,而且更有热熔连接性能的特点,有利于管道的安装。
联塑PE给水管的详细焊接步骤:
1、PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定;
2、PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接。法兰盘应两面焊接,其内侧焊接不得**法兰盘封闭面;
3、PE给水管壁厚在5以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应清理渣屑和氧化铁,并用锉刀打磨,直至露出金属光;
4、钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的度;
5、法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2;
6、焊接给水管时,管子接口要清理浮锈、污垢及油脂;
7、法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用橡胶垫。

联塑PE给水管安装规定:
1、管道连接前,应对管材和管件及附属设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方可使用。主要检查项目包括耐压等级、外表面质量、配合质量、材质的一致性等;
2、应根据不同的接口形式采用相应的加热工具,不得使用明火加热管材和管件;
3、采用熔接方式相连的管道,宜使用同种牌号材质的管材和管件,对于性能相似的必须先经过试验,合格后方可进行;
4、管材和特点管PE管安装须知件应在施工现场放置一定的时间后再连接,以使管材和管件温度一致;
5、在寒冷气候(--5度以下)和大风环境条件下进行连接时,应采取保护措施或调整连接工艺;
6、管道连接时管端应洁净,每次收工时管口应临时封堵,防止杂物进入管内;
7、管道连接后应进行外观检查,不合格者马上返工。
联塑PE给水管是由一种度材质聚乙烯原料制作而成,但是由于pe给水管在生活中的应用面积非常的广,使用过程中稍有不当就会出现一些小的故障,不过这也是再正常不过的事了。不同原因导致pe给水管损坏的维修方法:
1、pe给水管的外壁损坏部位在长为0.1m以内的小孔洞时,可用刮刀将孔洞或破碎的管壁完全剔除掉,剔除部位周围0.05m以内用环已酮清理干净后,刷耐水性能好的塑料粘合剂即可;
2、pe给水管外壁发生局部裂缝在0.02m以内时,可先将pe给水管内的水排除干净,然后用棉纱将损坏的部位清理干净,再用环已酮处理,然后涂刷上耐水性能好的塑料粘合剂就解决问题了;
3、如果pe给水管的管外壁有肋,可以将损坏部位周围0.05m以内的肋去除,刮平至管壁不带肋迹,再用环已酮清理干净,刷上耐水性能好的塑料粘合剂;
4、如果pe给水管道出现大的损坏,可采用pe管件加pe修节组合的方法进行救。也可以**使用的管道相应部位取下相似形状大小的管材,进行粘接,然后用土工布包缠固定住。
联塑PE给水管在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,
而且在必要时,应根据天气、环境温度等变化对其进行适当调整。其具体步骤如下:
1、将与管材规格一致的卡瓦装入机架;
2、准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动;
3、设定加热板温度200~230℃;
4、接通焊机电源,打开加热板、铣刀和油泵开关并试运行;
5、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度**过管材壁厚的10%,应进行局部切除后方可使用;
6、用软纸或布蘸酒精清除两管端的油污或异物;
7、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好;
8、置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10,通过调节铣刀片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣刀电源;
9、取出铣刀,合拢两管端,检查两端对齐情况(管材两端的错位量不能**过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能**过0.3(de225以下)、0.5(de225~400)、1(de400以上),如不满足要求,应再次铣削,直到满足。
我们公司以客户为中心、以质量为核心、长期坚持互惠互利”的经营方针”,热情的为您服务,以优惠的价格回报客户。
http://zxmm.cn.b2b168.com