适用场景**工程
可售卖地全国
材质PE管
实际价格来电面议
特点自来水管
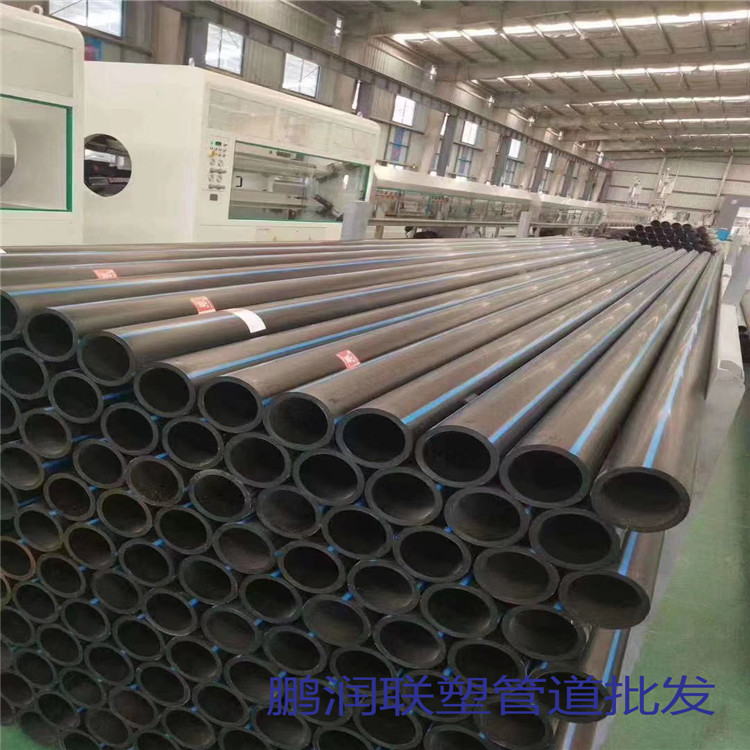
联塑PE给水管不含重金属增加剂,不结垢、不繁殖,PE给水管内壁润滑、摩擦系数低,介质通过率比较高。PE给水管韧性好、耐冲击强度高,重物直接压过管道,不会导致管道决裂,PE给水管焊接工艺简略,施工便利,工程综合造价低。
联塑PE给水管的详细焊接步骤:
1、PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定;
2、PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接。法兰盘应两面焊接,其内侧焊接不得**法兰盘封闭面;
3、PE给水管壁厚在5以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应清理渣屑和氧化铁,并用锉刀打磨,直至露出金属光;
4、钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的度;
5、法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2;
6、焊接给水管时,管子接口要清理浮锈、污垢及油脂;
7、法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用橡胶垫。
联塑PE给水管是由一种度材质聚乙烯原料制作而成,但是由于pe给水管在生活中的应用面积非常的广,使用过程中稍有不当就会出现一些小的故障,不过这也是再正常不过的事了。不同原因导致pe给水管损坏的维修方法:
1、pe给水管的外壁损坏部位在长为0.1m以内的小孔洞时,可用刮刀将孔洞或破碎的管壁完全剔除掉,剔除部位周围0.05m以内用环已酮清理干净后,刷耐水性能好的塑料粘合剂即可;
2、pe给水管外壁发生局部裂缝在0.02m以内时,可先将pe给水管内的水排除干净,然后用棉纱将损坏的部位清理干净,再用环已酮处理,然后涂刷上耐水性能好的塑料粘合剂就解决问题了;
3、如果pe给水管的管外壁有肋,可以将损坏部位周围0.05m以内的肋去除,刮平至管壁不带肋迹,再用环已酮清理干净,刷上耐水性能好的塑料粘合剂;
4、如果pe给水管道出现大的损坏,可采用pe管件加pe修节组合的方法进行救。也可以**使用的管道相应部位取下相似形状大小的管材,进行粘接,然后用土工布包缠固定住。
联塑PE给水管优点:
1、低温抗冲击性好:聚乙烯的低温脆化温度低,可在-60—60℃温度范围内安全使用。冬季施工时,因材料抗冲击性好,不会发生管子脆裂;
2、抗应力开裂性好:PE管材具有低的缺口敏感性、高的剪切强度和优异的抗刮痕能力,耐环境应力开裂性能也非常**;
3、耐化学腐蚀性好:PE管道可耐多种化学介质的腐蚀,土壤中存在的化学物质不会对管道造成任何降解作用。聚乙烯是电的绝缘体,因此不会发生腐烂、生锈或电化学腐蚀现象;此外它也不会促进藻类、或生长;
4、耐老化,使用寿命长:含有2%—2.5%的均匀分布的碳黑的聚乙烯管道能够在室外露天存放或使用50年,不会因遭受紫外线而损害;
5、耐磨性好:PE管道与钢管的耐磨性对比试验表明,PE管道的耐磨性为钢管的4倍。在泥浆输送领域,同钢管相比,PE管道具有更好的耐磨性,这意味着PE管道具有更长的使用寿命和更好的经济性;
6、可挠性好:PE管道的柔性使得它容易弯曲,工程上可通过改变管道走向的方式绕过障碍物,在许多场合,管道的柔性能够减少管件用量并降低安装费用;
7、水流阻力小:PE管道具有光滑的内表面,其曼宁系数为0.009。光滑的表现和非粘附特性保证PE管道具有较传统管材更高的输送能力,同时也降低了管路的压力损失和输水能耗;
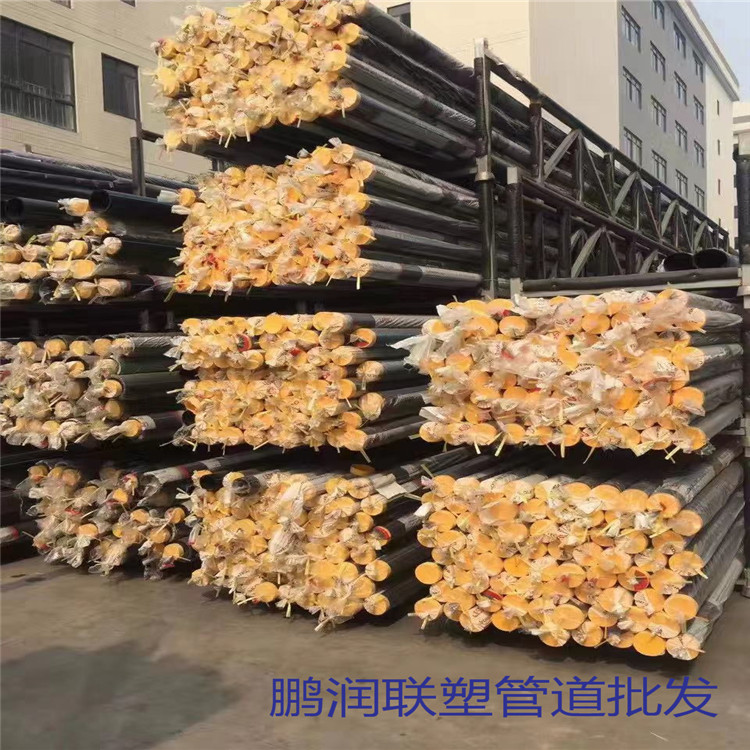
8、搬运方便:PE管道比混凝土管道、镀锌管和钢管更轻,它容易搬运和安装,更低的人力和设备需求。

联塑PE给水管在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,
而且在必要时,应根据天气、环境温度等变化对其进行适当调整。其具体步骤如下:
1、将与管材规格一致的卡瓦装入机架;
2、准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动;
3、设定加热板温度200~230℃;
4、接通焊机电源,打开加热板、铣刀和油泵开关并试运行;
5、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度**过管材壁厚的10%,应进行局部切除后方可使用;
6、用软纸或布蘸酒精清除两管端的油污或异物;
7、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好;
8、置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10,通过调节铣刀片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣刀电源;
9、取出铣刀,合拢两管端,检查两端对齐情况(管材两端的错位量不能**过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能**过0.3(de225以下)、0.5(de225~400)、1(de400以上),如不满足要求,应再次铣削,直到满足。
我们公司奉行“创意”秉承“客户至上,以人为本、以诚取信、以质取胜、以新争天下”的质量方针和“正正直直做人,踏踏实实做事”的企业精神。
http://zxmm.cn.b2b168.com